I need to run coaxial cables into a cryostat, and because copper conducts too much heat, I decided to use semi-rigid stainless steel cables. As far as I can tell, both the shield and the inner conductor are made of stainless steel. I want to connect this cable to electronics in the cryogenic region, but the connection must be non-magnetic. My standard electronics solder does not wet the stainless steel at all.
Are there special fluxes or surface treatments so that I can solder to stainless steel?
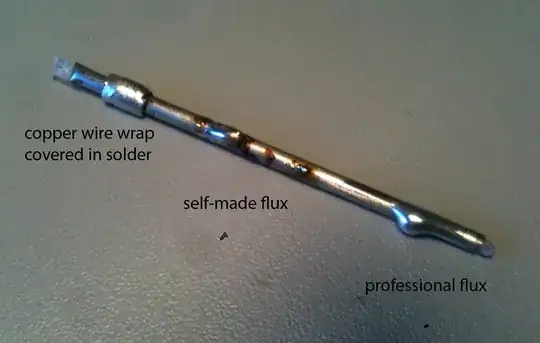
Update: Thank you all for your comments and for the answer! I tried different soldering approaches and wrote my own answer below. I'll wait for a few more days, and then accept the answer with the highest vote.
As for RF or DC: There are several cables, some with DC, some with RF, some with both. The DC needs to be extremely stable (10 µV), but only needs to be precise on a 10 mV level. This stability requirement makes thermovoltages very relevant, which is why we want everything that sees the temperature gradient to be made of the same material. The RF has to be as clean as possible (I don't have numbers, here). I think the special problems with sending RF and DC voltages into a cryostat could best be separated into another question.